Proces anodizácie
Anodizácia (anodizovanie) je povrchová úprava hliníka a jeho zliatin, pozostávajúca z riadeného elektrolytického procesu vytvorenia ochrannej vrstvy oxidu hlinitého.
Anodizovňa ROSA
Súčasťou ROSA GROUP je anodizovňa hliníkových výrobkov, otvorená v roku 2009. Dnes je najväčším závodom svojho druhu v strednej a východnej Európe. Špecializuje sa na činnosti, ako je anodizácia (anodizovanie) elektrochemickým a interferenčným farbením hliníkových materiálov, medzi ktoré patria plechy, rúry, profily, alebo iné konštrukčné prvky. Súčasná technológia interferenčného farbenia rozširuje paletu tradičných farieb odolných voči vonkajším vplyvom, vrátane UV žiarenia. Anodizujeme výrobky s dĺžkou až do 10 m jednoduchých alebo zložitých tvarov v 10 unikátnych farebných odtieňoch, každý s možnosťou chemického leštenia.
Anodizácia (Anodická oxidácia hliníka, eloxovanie)
Neopracované a nechránené hliníkové výrobky sú náchylné na znečistenie a korodujú v znečistenom a agresívnom prostredí. V závislosti od miesta určenia výrobku a zohľadnení podmienok použitia sa anodizácia vykonáva v niekoľkých hĺbkach. Hĺbka anodizácie osvetľovacích stožiarov je 20 μm. Táto hĺbka zaisťuje bezpečné použitie výrobkov v stredne ťažkých až ťažkých podmienkach. Pre extrémne ťažké podmienky je potrebné použiť povrch s hrúbkou 25 μm. Pórovitá štruktúra povrchu oxidu umožňuje trvalé zafarbenie kovu elektrochemickou, alebo interferenčnou metódou. Pri týchto metódach kovová frakcia je stabilne spojená so štruktúrou anodizovanej vrstvy a príslušný tvar a orientácia pórov určuje vnímanú farbu.

Načo sa dá použiť anodizácia
- na antikoróznu a mechanickú ochranu kovových povrchov, najmä s ohľadom na atmosférickú koróziu, najmä v prostredí agresívných vonkajších vplyvov, ako je morská voda, kyslé dažde, soľ, atď,
- dekoratívne účely – anodizáciou sa dosiahne hladký, matný povrch, a dodatočné farbenie zaručuje mimoriadne estetický vzhľad povrchu.
Anodizácia hliníka – prečo je potrebná?
- anodizované vrstvy sú integrálne spojené s povrchom, takže je vylúčená možnosť odlupovania, oderu alebo praskania,
- dlhá životnosť, s možnosťou získania záruky až na 20 rokov,
- vysoká estetika po dlhú dobu užívania,
- vysoká odolnosť voči UV žiareniu,
- vysoká odolnosť proti oteru s ohľadom k vyššej tvrdosti povrchu,
- bez korózie,
- dostupnosť v širokej škále farieb,
- dekoratívna funkcia povrchu.
ROSA - „Ručíme za kvalitu!"
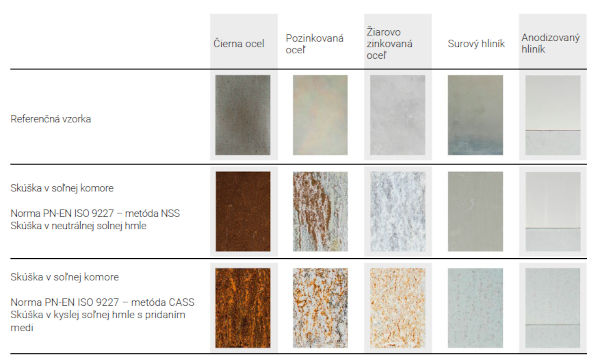
V našom výskumno-vývojovom laboratóriu sme uskutočnili testy odolnosti anodizovaných oxidačných vrstiev voči UV žiareniu. Testy boli vykonané podľa doporučenia normy EN ISO 6581 „Anodizácia hliníka a jeho zliatin, stanovenie vzhľadovej stálosti voči ultrafialovému svetlu a teplu anodizovaných farebných vrstiev". Počas doby expozície 14 600 hodín v prístroji Q-Sun Xe-3 sa nezaznamenala žiadna zmena farby anodizovaného povrchu. Taká doba expozície sa rovná 20 rokom prevádzky v slovenských a stredoeurópskych klimatických podmienkach. Pre stanovenie odolnosti voči korózii boli vzorky anodizovaných hliníkových stožiarov verejného osvetlenia testované v soľnej komore pri koncentrácii soli 5% (pre porovnanie, koncentrácia soli v Baltskom mori je 0,8% a v Severnom mori 3%).
Expozícia vzoriek v komore trvala po dobu celkom 20 000 hodín, a aj napriek takej dlhej doby testovania neboli zistené znaky korózie. Test bol vykonaný v súlade s DIN EN ISO 9227, podľa NSS metódy.
Spoločnosť získala technické schválenie Európskej asociácie povrchových úprav hliníka QUALANOD s právom používať označenie kvality QUALANOD na anodizované povrchy, čo potvrdzuje vysokú kvalitu služieb poskytovaných anodizovňou ROSA.
Samotný proces anodizácie
Proces anodizácie sa vykonáva na automatizovanej technologickej linke, vybavenej 27 nádržiami. Tento proces môže byť rozdelený do troch etáp. Medzi jednotlivými procesmi sa vykonáva oplachovanie produktu. Rozdeľujeme na etapy:
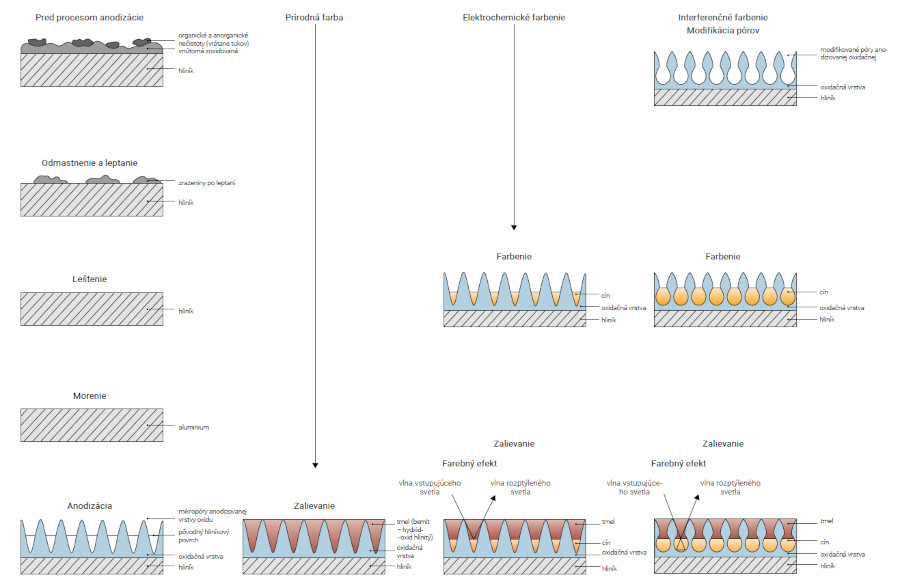
1. Príprava povrchu
- fáza odmasťovanie – odstránenie tuku z povrchu hliníka a iných nečistôt rôzneho pôvodu
- fáza alkalického kúpeľa – odstránenie vrstvy oxidu z povrchu výrobku, čím sa vytvorí matný povrch
- fáza morenia (bielenia) – odstránenie zvyšku legovaných prímesí, a tenkej vrstvy oxidu a kalu, ktoré mohli zostať po procese leptania. Odstránenie je nevyhnutné, aby sa dosiahla správna adhézia oxidačnej vrstvy k povrchu

2. Anodizácia a farbenie
Anodizáciou sa elektro-chemickým procesom kontrolovane vytvára vrstva oxidu hlinitého na povrchu hliníka. Anodizovaný povrch sa vytvorí elektrolýzou v roztoku kyseliny sírovej jednosmerným prúdom stanovenej hodnoty. Anodizovaný povrch sa vytvára v 2/3 svojej hrúbky v kovovom povrchu a v 1/3 nad ním. Stáva sa oveľa pevnejší ako prirodný, takže účinne chráni hliníkový povrch pred ďalšou oxidáciou, t.j. koróziou. Jeho štruktúra umožňuje trvalé zafarbenie produktu chemickou, elektrochemickou alebo interferenčnou metódou.
Elektrochemické zafarbenie je založené na spracovaní už anodizovaného produktu v elektrolyte obsahujúcom ionty cínu. Redukovaný v katódovom cykle sa ukladá na dne pórov oxidového povrchu a poskytuje trvalé sfarbenie hliníkového povrchu. Výsledkom je množstvo farieb od jasných po tmavé odtiene hnedej a čiernej farby.
Interferenčné farbenie nasleduje po predchádzajúcom modifikovaní tvaru pórov anodizovanej vrstvy. Následne, v takýchto modifikovaných póroch sa dosiahne trvalé sfarbenie povrchov z hliníka elektrochemickým procesom a rozširuje sa paleta farieb. Táto metóda využíva fenomén rušenia, teda prekrývania sa vĺn odrazeného svetla, čo vedie k zvýšeniu alebo zníženiu amplitúdy dopadajúcej vlny. Zmena tejto amplitúdy prostredníctvom vhodnej regulovanej variácie tvaru pórov anódovej vrstvy umožňuje vytvorenie nových farieb.
3. Zalievanie
Utesnenie má za cieľ uzavrieť poréznu vrstvu oxidu, čo zaručuje správnu odolnosť voči korózii. Toto je posledná fáza procesu anodizácie, ktorá sa uskutočňuje v horúcom kúpeli destilovanej vody s malými urýchľujúcimi prísadami, čím dochádza k uzavretiu pórov oxidového povrchu hydroxidom-oxidom hlinitým (bemit) a hydroxidom hlinitým.
Chemické leštenie
Chemické leštenie sa získa chemickým leptaním lesklej povrchovej štruktúry hliníka pred anodizáciou. Proces je založený na chemickom vyhladzovaní povrchovej štruktúry, čo vedie k redukcii matného a zjasneniu kovového povrchu, čo mu dodáva konečný lesk.
Technológia suchého leptania
Technológia tzv. suchého leptanie zahŕňa povrchovú úpravu metódou otryskania (pieskovania). Proces sa vykonáva pomocou moderného stroja na matovanie povrchu tým, že sa výrobky podrobia abrazívnemu otryskávaniu použitím zŕn s priemerom približne 0,1 mm, ktoré dajú povrchu jemný saténový vzhľad. Tento postup účinne odstraňuje všetky druhy povrchových vád spôsobených vytláčaním, alebo valcovaním, ako sú pruhy, tepelné pásy a pod., ako aj drobné mechanické poškodenia vo forme škrabancov a oderov. Takáto úprava povrchov sa vyznačuje výrazne lepšou kvalitou v porovnaní s tradičným chemickým leptaním. Použité technické riešenia umožňujú otryskávať výrobky z plechu už od hrúbky 1 mm bez rizika poškodenia povrchu.