Výroba hliníkových stožiarov
Materiál
Kuželové stožiare sú valcované z rúr z hliníkovej zliatiny EN AW-6060. Príruby stožiarov sa lisujú z hliníkovej zliatiny EN AW-5754. Použité materiály umožnujú správny proces robotického zvárania, leštenia a vytvorenia anodizovaných vrstiev na výrobkoch.
Technológia výroby štandardných stožiarov
Dve automatické výrobné linky pozostávajú zo šiestich technologicky náročných stanovísk, ktoré v závislosti od potreby môžu pracovať súčasne, alebo ako samostatné jednotky. Plná automatizácia výrobného procesu hliníkových stožiarov výrazne zvyšuje produktivitu. Stačí jedna minúta na výrobu 1 m dĺžky hliníkového stožiara. Výsledkom je, že výroba desaťmetrového stožiara značky ROSA trvá iba 10 minút. Takáto výrobná linka na hliníkové stožiare ROSA je jediná svojho druhu na svete a využíva riešenia, ktoré sú chránené patentom. Každá fáza výrobného procesu sa starostlivo monitoruje a kontroluje, a preto sa konečný produkt vyznačuje vysokou kvalitou.
Technológia výroby neštandardných stožiarov
Okrem katalógových výrobkov realizujeme individuálne objednávky v súlade s požiadavkami autorov projektu. Máme prakticky neobmedzené výrobné možnosti, ktoré umožňujú realizáciu vlastných projektov stožiarov alebo výložníkov. Ponúkame ako modifikácie s drobnými úpravami typových výrobkov uvedených v katalógu, tak aj úplne nové riešenia odchyľujúce sa od našej štandardnej ponuky. Skúsení inžinieri v technickom oddelení a v oddelení dizajnu sú schopní vytvoriť technické konštrukčné riešenie podľa potreby zákazníka. Výrazne sme rozšírili a modernizovali výrobné zariadenia. Zariadenia ako sú rezačky vodným lúčom, laserové rezačky, CNC stroje, ohýbačky stĺpov, plechov a rúr umožňujú vytvárať rôzne zložité tvary, vyrezávať rôzne dekoratívne prvky pre stožiare a výložníky ako aj ohýbať stožiare a výložníky na vopred stanovený polomer.

Otvor na svorkovnicu
Každý hliníkový stožiar na osvetlenie potrebuje otvor v ktorej sú uložené stožiarové svorkovnice. Kryt otvoru je vyrezaný laserom (jednoduché stožiare), alebo špeciálne skonštruovanou pílou (pre stožiare vyrobené mimo bežnej produkcie) a je priskrutkovaný pomocou skrutiek. Otvory a kryty vyrezané laserom na výrobnej linke dosahujú stupeň krytia IP 54. Uzavretie otvoru je zabezpečené držiakmi (zámkami) privarenými ku krytu a dutine stožiara, vďaka čomu kryty taktiež prenášajú časť stožiarovej záťaže spôsobenej prevádzkovými podmienkami.
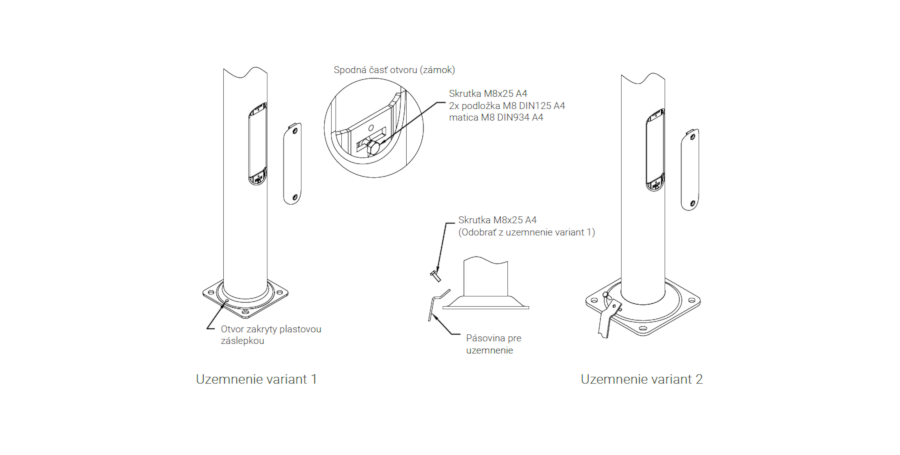
Uzemnenie
Na držiaku v spodnej časti otvoru pre svorkovnicu sa nachádza skrutka M8, ktorá je určená na upevnenie uzemňovacieho vodiča. Táto poloha poskytuje ľahký prístup ku skrutke a tým uľahčuje rýchlu inštaláciu a údržbu.
Alternatívny spôsob uzemnenia, resp. doplnkové uzemnenie stožiara je možné pripojit v spodnej časti stožiara na prírube. Toto riešenie je možné využiť najmä pri použití uzemňovacej pásoviny. V tomto prípade sa uzemnenie vykoná na prírube stožiara. Na pripojenie pásoviny k prírube použijeme skrutku M8, ktorá je umiestnená v spodnej časti otvoru na svorkovnicu (variant 1). Pri použití variantu 1, sa otvor pre skrutku v prírube uzatvorí plastovou záslepkou.

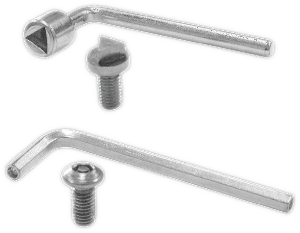
Skrutky pre kryt otvoru
Kryty otvorov pre svorkovnicu sú priskrutkované skrutkami M8 z nerezovej ocele so špeciálnou hlavičkou, ktorá zabraňuje otvoreniu krytu neoprávnenými osobami. Na každej skrutke je O-krúžok, aby skrutka neypadla pri odskrutkovaní. Na požiadanie zákazníka môže byť stožiar vybavený trojuholníkovými skrutkami so zapustenou hlavou.
Zosilnenie stožiara
Stožiare označené skratkou „wzm” sú zosilnené. Zosilnenie stožiara v prírube a v otvore pomocou ďalšej rúry, alebo zväčšením hrúbky stien umožňuje použitie väčšieho počtu svietidiel alebo výložníkov, alebo ich montáž v miestach vystavených vysokej rýchlosti vetra.
Spájanie dvojdielnych hliníkových stožiarov
Trvalé spojenie dvojdielnych hliníkových stožiarov sa uskutočňuje pomocou špeciálne vyvinutého spojovacieho modulu vyrobeného z nerezovej ocele.
Spojovací modul sa zaisťuje pomocou:
- 3 skrutiek M10 – u dvojdielnych stožiarov typu SAL
- 4 skrutiek M10 – u dvojdielnych stožiarov typu MAL


Prípustné zaťaženie stožiarov
Základom pri návrhu osvetľovacích stožiarov je skupina noriem EN 40.
Vďaka podnikovému systému kontroly výroby sme získali Osvedčenie o stálosti úžitkových vlastností, ktoré potvrdzuje, že výrobca spĺňa všetky požiadavky obsiahnuté v nižšie uvedených normách skupiny EN 40 a zabezpečuje ich neustále dodržiavanie.
- EN 40-1 – Osvetľovacie stožiare – Termíny a definície.
- EN 40-2 – Osvetľovacie stožiare – Všeobecné požiadavky a rozmery.
- EN 40-3-1 – Osvetľovacie stožiare – Návrh a overenie – Špecifikácie a charakteristiky zaťaženia v súlade s EN 1991-1-4. Zásady navrhovania a dopadu na konštrukciu. 2-4 Vplyvy vetra.
- EN 40-3-2 – Osvetľovacie stožiare – Návrh a overenie – Overenie skúškami.
- EN 40-3-3 – Osvetľovacie stožiare – Návrh a overenie – Overenie výpočtom.
- EN 40-6 – Hliníkové osvetľovacie stožiare – požiadavky.
- EN 40-5 – Oceľové osvetľovacie stožiare – požiadavky.
Tieto normy určujú rad doplnkových odporúčaní k spôsobu stanovenia maximálneho zaťaženia stožiara. Výpočet prípustného zaťaženia stožiara berie do úvahy celý rad špecifických parametrov, ako je stredná rýchlosť vetra, kategória terénu, horizontálna odchýlka v pomere k výške a pod.
Výpočet pevnosti
Výpočet pevnosti stožiarov uskutočňujeme v sofvérovom programe v súlade s požiadavkami normy EN 40 a EN 1991-1-4. Pevnosť stožiara sa počíta bez zakrytého otvoru pre svorkovnicu.